Auf der Suche nach einem Schneideplotter, der auch dünnen Karton bzw.
Dichtungspapier schneiden kann, bin ich über den K40 Lasercutter gestolpert.
Aufgrund des Preises von nicht einmal 300 EUR und mangels leistungsfähiger
Schneideplotter in diesem Preissegment habe ich mich dann kurzerhand für den
Lasercutter entschieden und diese Entscheidung bis heute nicht bereut. Ganz im
Gegenteil, denn mit dieser kleinen Kiste kann man weit mehr als nur Pappe
schneiden.
Das Gerät kommt fertig aufgebaut und mit grob vorjustiertem
Laser an, sodass man prinzipiell direkt loslegen könnte. Jedoch empfiehlt es
sich, zunächst alle Kabelanschlüsse auf korrekten und festen Sitz zu
kontrollieren. Insbesondere die Anschlüsse am Mainboard und die Erdung vom
Gehäuse (innen, hinten rechts) wurden von vielen Anwendern im Netz bemängelt.
Häufige Fehler und Mängel sind: nicht festgezogene Klemmen, einzelne
aufgedröselte Adern, die bis zu benachbarten Klemmen reichen, Erdung ohne
Kontakt zum Gehäuse (Lack) und noch vieles mehr. Bei meiner Maschine war dies
leider auch nicht anders.
Um eine akzeptable Schneideleistung des Gerätes zu bekommen, muss der Laser
nach dem Erhalt und prinzipiell nach jedem Transport definitiv justiert werden.
Dabei müssen die Umlenkspiegel so ausgerichtet werden, dass der Laserstrahl
immer mittig in die dafür vorgesehene Öffnung am Laserkopf trifft – und zwar in
jeder möglichen Position. Zudem muss sich der Tisch bzw. die zu lasernde Fläche
im richtigen Abstand zur Linse befinden (Fokusbereich).
Aufbau der Lasereinheit
Der Laserstrahl wird in der Röhre erzeugt, verlässt diese seitlich und wird
dann über drei Spiegel umgelenkt, trifft dann auf die Linse, wird dort gebündelt
und trifft dann letztlich das Werkstück.
Laserröhre und Kreuzsupport ausrichten
Es ist nicht unbedingt notwendig, den Kreuzsupport und die Laserröhre
auszurichten, jedoch bin ich der Meinung, dass sich dadurch die Justage der
Spiegel spürbar einfacher gestaltet. Man sollte hier zunächst mit dem
Kreuzsupport beginnen; dieser muss in sich sauber (parallel und winklig)
ausgerichtet sein. Wenn er windschief zusammengenagelt ist, wird das Ausrichten
der Spiegel zur Tortur. Bei meinem K40 war dies definitiv die richtige
Entscheidung, und mich würde es wundern, wenn von all den K40, die China
verlassen haben, meiner der einzige gewesen sein sollte. Mittels digitaler
Wasserwaage und ein paar Unterlegscheiben bzw. Ausgleichsblechen ist das
eigentlich schnell ausgerichtet. Danach habe ich die Laserröhre parallel
(längs und horizontal) zum Kreuzsupport ausgerichtet. Ja, man kann eine schief
im Raum stehende Röhre auch mit dem ersten Spiegel so ausrichten, dass der
Laserstrahl diesen parallel verlässt, aber auch hier hat sich gezeigt, dass sich
das Einstellen der Spiegel einfacher gestaltet. Je genauer die Röhre parallel
und auch in der Höhe (Austritt Röhre zu Eintritt Laserkopf) zum Kreuzsupport
steht, desto einfacher wird das Einstellen der Spiegel. Die Höhe der Laserröhre
zum Laserkopf lässt sich am besten einstellen, nachdem Spiegel 1 und 2 schon mal
vorab ausgerichtet sind.
Spiegel ausrichten
Beim Einstellen der Spiegel gilt folgende physikalische Regel:
Einfallswinkel = Ausfallswinkel. Wer sich das nicht vor seinem
geistigen Auge vorstellen kann, also kein gutes räumliches Vorstellungsvermögen
hat, wird sich hier sehr schwertun und eventuell sogar an der Aufgabe
verzweifeln. Wer diese Begabung hat und die oben stehenden Tipps zum Ausrichten
des Kreuzsupports und der Laserröhre befolgt, hat seinen Laser in weniger als
fünf Minuten perfekt ausgerichtet. Die meisten Anleitungen und Videos im Netz
sind lückenhaft, erklären aber zumindest grob, wo was eingestellt werden kann,
und auch den Trick mit dem Malerkreppband, um zu sehen, wo der unsichtbare Laser
auftrifft. Also eventuell zuerst mal solch ein Video anschauen, aber dann wieder
hierher zurückkommen und die drei goldenen Regeln beachten.
Die drei goldenen Regeln beim Einstellen der
Spiegel:
Kommt der Laserstrahl von der Röhre, kann er nur über
das Ausrichten der Röhre selbst raumparallel verlaufen. Diese sollte also
parallel zum Kreuzsupport ausgerichtet werden und sowohl horizontal als auch
vertikal so eingestellt sein, dass der Laser in der Mitte von Spiegel 1
auftrifft.
man arbeitet sich von Spiegel 1 über Spiegel 2 zum Spiegel 3 vor
zuerst den Laserstrahl raumparallel ausrichten
(und auch nur das!)
Ab Spiegel zwei kann die Raumparallelität mit den drei
Einstellschrauben justiert werden. Dazu den Laserkopfschlitten einmal
ganz nach vorne schieben (kleinster Abstand Spiegel 1 zu 2) und einen
Punkt auf das Malerkrepp schießen. Die Laserleistung hierbei so gering
wie möglich einstellen, gerade so stark, dass man eine Markierung
erkennt. Dann den Schlitten ganz zurückschieben (größter Abstand Spiegel
1 zu 2) und wieder einen Punkt schießen. Der zweite Punkt sollte genau
den ersten treffen. Wenn nicht, dann über die drei Justierschrauben am
Spiegel 1 den zweiten Punkt über den ersten bringen.
Achtung: Hier machen die meisten einen grundlegenden Fehler und
versuchen gleichzeitig, die Spiegelmitte zu erwischen – das ist
grundlegend falsch! Um bei raumparallelem Laserstrahl die Spiegelmitte
zu treffen, muss der Spiegel selbst verstellt werden, was gleichzeitig
die dritte goldene Regel ist.
Achtung:
Fehlerquelle Nr. 2 – Das Justieren hat immer einen Einfluss auf beide
Punkte (größter und kleinster Abstand), jedoch reagiert der zweite Punkt
(größter Abstand) signifikant sensibler auf die Verstellung als der
erste (kleinster Abstand). War die vorgenommene Justierung also groß,
muss auch der erste Punkt (kleinster Abstand) mit neuem Krepp nochmals
gesetzt und gegen den zweiten Punkt (größter Abstand) verglichen werden.
Bei Bedarf hier wieder nur den zweiten Punkt (größter Abstand)
entsprechend nachjustieren. Hier sollte man mindestens zwei
Iterationsschleifen durchführen!
Nachjustieren der Raumachsen
Schießt der Laser parallel, trifft aber nicht
die Mitte, so muss Spiegel 2 in seiner Position geändert werden. Hier
kommt der entscheidende Vorteil des Optik-Upgrades zum Tragen, denn
damit lässt sich der Spiegel seitlich und in der Höhe problemlos
einstellen. Bei meinem originalen Spiegelhalter konnte ich die Höhe
nicht einstellen und musste mit Unterlegscheiben arbeiten – das
funktioniert zwar, ist aber sehr umständlich.
Ist Spiegel 1
ausgerichtet, geht es mit Spiegel 2 unter Beachtung der Regeln 2 und 3
analog weiter. Ist der Laser zwischen Spiegel 2 und 3 parallel, trifft
aber nicht die Mitte, muss jetzt die Laserkopfposition angepasst werden.
Horizontal ist das kein Problem, hierfür besitzt das Halteblech
Langlöcher für die drei Befestigungsschrauben. In der Höhe muss entweder
mit Unterlegscheiben gearbeitet werden oder eben die Laserröhre
entsprechend abgesenkt werden. Entscheidet man sich für Letzteres,
sollte man auch wieder Spiegel 1 kontrollieren. Achtung:
Fehlerquelle Nr. 3: Bei manchen Laserköpfen wird der Laser den Spiegel
nicht mittig treffen, obwohl man mittig in die Eingangsöffnung schießt.
Das soll die folgende Skizze verständlich machen:
Sitzt der Spiegel im Laserkopf nicht dort, wo er eigentlich sitzen müsste
(Konstruktionsfehler 3–4), kann man zwar trotz mittiger Eingangsöffnung den
Laser dazu bringen, wieder unten auszutreten (3), aber das führt zu
Leistungsverlusten und schrägen Schnittkanten. Entweder alles passt, wie es sein
soll (1), oder man muss hier eben nicht die horizontale Mitte der Öffnung
anpeilen, sondern höher oder tiefer – je nachdem, wie der Spiegel im Kopf sitzt.
Am einfachsten findet man dies heraus, indem man eine Sperrholzplatte schräg in
den Raum stellt und eine Linie lasert. Genauso wie beim Ermitteln des Fokus,
aber nicht von links nach rechts (wie auf dem folgenden Bild zu sehen ist),
sondern von hinten nach vorne. Der Strich sollte seitlich (parallel zum Gehäuse)
nicht wegwandern.
Ebenso wichtig wie das Einstellen des Laserstrahls ist auch das Einstellen
des Fokus. Hierbei muss der perfekte Abstand von Linse zu Werkstück getroffen
werden. Am schnellsten ermittelt man den richtigen Abstand, indem man eine Linie
auf ein schräg im Raum platziertes Sperrholz lasert. Der Fokus ist dort, wo die
Einbrandlinie am dünnsten ist. Hier ist die Laserintensität am größten, und
diese Höhe sollte dann durch die Ausrichtung des Tisches in der Mitte des
Werkstücks liegen – zumindest, wenn man mit dem Laser Dinge schneiden möchte.
Möchte man nur gravieren, so muss der Fokus auf die Werkstückoberfläche gelegt
werden.
Die Linienbreite bei Punkt A (Start) findet sich bei Punkt B wieder; mittig
davon liegt der Fokus. In meinem Fall genau 59,0 mm unter der Oberkante der
Längsschlittenschiene. Das habe ich auch mal mit einem Edding festgehalten und
kann dies jederzeit mit einem Tiefenmessschieber kontrollieren. Aber das
Werkstück in den Fokus zu bringen, geht auch eleganter, als jedes Mal den
Tiefenmessschieber zu bemühen – siehe Fokusfinder unter
Optik-Upgrade.
Zwar sind die hier aufgeführten Umbauten für einen zufriedenstellenden Betrieb
nicht zwingend notwendig, jedoch ist das Anbringen einer
Kühlmitteltemperaturanzeige quasi Pflicht – siehe Kühlung. Das
Potentiometer-Upgrade und die Luftspülung des Laserkopfes sind dennoch sehr
empfehlenswert. Aber auch der Umbau des Werkstücktisches ist eine sinnvolle
Sache, wenn man überwiegend flache Materialien lasert
Der Kühlmitteltemperatur wird im allgemeinen zu wenig Beachtung geschenkt. Zumindest
wird das Thema in Foren und Videos, rund um den K40 nur am Rande erwähnt. Fakt ist allerdings, dass sich
CO2-Laserröhre bei Temperaturen von 15-20 °C am wohlsten fühlen (genauer Wert
ist typenabhängig). Betreibt man den Laser bei Kühlmitteltemperaturen von
mehr als 25 °C, so erhöht sich der Verschleiß signifikant. An manchen Stellen
im Netz ließt man von einem Einbruch der Standzeit um 50%. Ab 40 °C
kann es angeblich sogar zu einem abrupten Totalausfall der Röhre
kommen. Bei
Industrielasern werden sogenannte "Chiller" eigesetzt, welche die Temperatur des
Kühlmittels relativ konstant, im optimalen Temperaturbereich der eingesetzten
Laserröhre halten. Solche Chiller übersteigen allerdings die Kosten einer neuen
Röhre um das 5-fache und mehr, weshalb es sich durchaus rechnen kann die Röhre
einem erhöhten Verschleiß auszusetzen und Temperaturen von bis zu 30 °C
zuzulassen. Jedoch gibt es auch eine kostengünstige Alternative - siehe
Der Kühlmitteltemperatur wird im Allgemeinen zu wenig Beachtung
geschenkt. Zumindest wird das Thema in Foren und Videos rund um den K40 nur
am Rande erwähnt. Fakt ist allerdings, dass sich CO2-Laserröhren bei
Temperaturen von 15–20 °C am wohlsten fühlen (der genaue
Wert ist typenabhängig). Betreibt man den Laser bei Kühlmitteltemperaturen
von mehr als 25 °C, so erhöht sich der Verschleiß
signifikant. An manchen Stellen im Netz liest man von einem Einbruch der
Standzeit um 50 %. Ab 40 °C kann es angeblich sogar zu
einem abrupten Totalausfall der Röhre kommen.
Bei Industrielasern werden sogenannte „Chiller“ eingesetzt, welche die
Temperatur des Kühlmittels relativ konstant im optimalen Temperaturbereich
der eingesetzten Laserröhre halten. Solche Chiller übersteigen allerdings
die Kosten einer neuen Röhre um das Fünffache und mehr, weshalb es sich
durchaus rechnen kann, die Röhre einem erhöhten Verschleiß auszusetzen und
Temperaturen von bis zu 30 °C zuzulassen. Jedoch gibt es auch eine
kostengünstige Alternative – siehe
Low-Budget Chiller weiter unten.
Die Kühlung der CO2-Laserröhre erfolgt mittels Wasser. Bei meinem Laser war
hierzu eine Aquariumpumpe und etwa 3 m passender Schlauch dabei. Man sieht
oft, dass die Pumpe einfach in einen Bottich mit Wasser geworfen wird – und
das war’s. Okay, das funktioniert, aber stilvoll ist das nicht. Ich hatte
noch eine alte PC-Wasserkühlung mit Wärmetauscher und Eheim-Pumpe, welche
sich hervorragend für den Bau eines geschlossenen Kühlkreislaufs eignet. Das
Ganze lässt sich dann auch mit Frostschutzmittel betreiben, was der Röhre im
Winter schon mal den Arsch retten kann, falls das Gerät in einer unbeheizten
Umgebung gelagert wird. Im Grunde benötigt man nur einen Wärmetauscher mit
Lüfter (2), eine solide Pumpe (1) und einen Ausgleichsbehälter (3). Pumpen
inklusive Ausgleichsbehälter bekommt man auch als eine Einheit im
PC-Wasserkühlungszubehör. Mein Ausgleichsbehälter besteht aus einer simplen
500-ml-Kunststoffflasche, der ich mittels Schraubtülle einen Ein- und
Auslauf verpasst habe.
Allerdings arbeitet die Kühlung, insbesondere im Hochsommer oder bei
längerem Lasereinsatz nicht ausreichend genug um unter der
25 °C Marke zu bleiben. Aus diesem Grund wird es hier ein Upgrade geben und
zwar den "Low-Budget-Chiller".
In der
PC-Welt ist es aktuell gerade hip, seine übertaktete CPU per Peltier-Elemente
kühl zu halten, was an dieser Stelle eine große Auswahl an Komponenten zu
günstigen Preisen beschert. Als Herzstück kommt bei mir ein Dual-Peltier-Kühler
mit 2×60 W zum Einsatz. Dieser besitzt auf der Kaltseite ebenfalls einen Kühler
als Wärme- bzw. Kältetauscher, welcher gegen einen
Aluminium-Wasserwärmetauscherblock ausgetauscht wurde. Ein
XH-W3001-Temperaturschalter schaltet die Peltier-Elemente bei Bedarf ein und aus
und sorgt so für eine einigermaßen konstante Kühlwassertemperatur.
Um die benötigten 12 V in ausreichender Stromstärke bereitzustellen, muss
natürlich noch ein zusätzliches Netzteil verbaut werden.
Die original
verbauten Peltier-Elemente (TEC1-12706) hatten keine 10 A, welche die
angegebenen 120 W bestätigen würden. Direkt nach dem Einschalten ziehen beide
Elemente zusammen gerade einmal 5,4 A und fallen dann, nach Erreichen einer
Temperaturdifferenz von knapp 60 °C (5 °C und +55 °C), auf 4,5 A ab. Die Werte
habe ich ohne Lüfter und Kühlwasser, am angebauten Wasserwärmetauscher und
Kühlkörper gemessen. Ergo werden nur ca. 60–70 W umgesetzt und nicht, wie
angegeben, 120 W. Mehr Hintergrund hierzu auf der Peltier-Element-Seite. Zieht
man dann noch den bescheidenen Wirkungsgrad der Peltier-Elemente in Betracht, so
bleibt wohl nicht viel Kühlleistung übrig. Umso mehr war ich überrascht, als
sich beim ersten Probelauf nach relativ kurzer Zeit eine Absenkung der
Kühlwassertemperatur um 6 °C gegenüber der Raumtemperatur eingestellt hat. Da
komme ich später noch einmal dazu – jetzt wird erst einmal eingebaut.
Ich
hatte mir mangels genauerer Maße auf Verdacht einen 120-mm-Wasserwärmetauscher
bestellt; dieser erwies sich jedoch als 20 mm zu kurz, zumindest für einen
reibungslosen Umbau. Der Plan war: kühlseitigen Luftwärmetauscher und Lüfter
herunter und Wasserwärmetauscher drauf – fertig. Aber der Kühlkörper ist auf der
Rückseite nicht eben, weshalb die Anschlussflächen für die Peltier-Elemente
partiell plangefräst wurden. Deswegen konnte ich die Elemente nicht einfach auf
die 120 mm des Wärmetauschers zusammenrücken und musste zunächst einmal eine der
beiden Planflächen vergrößern. Dazu habe ich natürlich meine Eigenbau-CNC-Fräse
benutzt.
Danach kamen die Peltier-Elemente mit einem Tupfer
Wärmeleitpaste wieder auf den
Kühler und obendrauf der Wärmetauscher. Das Sandwich wird mit zwei
20×4-mm-Aluprofilen zusammengeklemmt. In diesem Zustand erfolgte der erste Test
bezüglich der Leistungsaufnahme. Mit den daraus resultierenden und
weitergehenden Erkenntnissen würde ich heute einen 160-mm-Wärmetauscher und ein
drittes Peltier-Element ordern, denn der Kühler kann tatsächlich mehr als nur
zwei TEC1-12706 verkraften.
Am Lasergehäuse habe ich dort, wo sich die Lüftungsschlitze befanden, eine
Öffnung von 195×95 mm ausgeschnitten. Mit einer Stichsäge und einem
Metallsägeblatt geht das erstaunlich einfach. Den Kühler habe ich mit Stehbolzen
so am Gehäuse befestigt, dass die Lüfter plan mit dem Gehäuse abschließen. Dann
habe ich noch alle Spalte mit selbstklebenden Moosgummistreifen abgeklebt – und
fertig ist der Kühlereinbau.
Um möglichst wenig Kühlleistung an die Umgebung abzugeben, habe ich allen
Schläuchen eine 8×6-mm-EPDM-Isolierung verpasst und den Wärmetauscher, den
Ausgleichsbehälter und die Pumpe in ein Moosgummi-Mäntelchen gepackt. Die
Lüfter schaufeln die Luft aus dem Gehäuse heraus, was übrigens auch der
originale Lüfter auf der Rückseite des Gehäuses versucht. Naja, er versucht es
aber auch nur, da er gegen die deutlich stärkere Rauchgasabsaugung den Kürzeren
zieht und quasi wirkungslos vor sich hin rotiert. Auch ist das Loch im Gehäuse
viel zu klein für einen 100-mm-Lüfter, was dem Ganzen noch die Krone aufsetzt.
Ich habe als Erstes alle Öffnungen vom Arbeitsbereich zum Elektronikfach so gut
es ging geschlossen, sodass die Rauchgasabsaugung möglichst wenig Luft aus dem
Elektronikkasten wegziehen kann. Ganz dicht bekommt man das, ohne großen Aufwand
zu betreiben, nicht hin, aber man kann es etwas eindämmen. Dann habe ich den
100er-Lüfter (230 V) gegen einen 80er (12 V) getauscht und lasse diesen jetzt
Luft ins Gehäuse blasen, was in Kombination mit den Kühlerlüftern ein "Push and
Pull" aufbaut.
Zum
Schluss habe ich noch den XH-3001 Temperatuschalter mit ins Spiel gebracht, der die Peltier-Elemente nur dann bestromt,
wenn die eigestellte Temperatur, von 18,3 °C überschritten wird und wieder
ausschaltet, wenn 18 °C erreicht werden. Man könnte die Hysterese auch enger
halten, aber das hätte dann ein häufigeres Ein- und Ausschalten der
Peltier-Elemente zur Folge, was sich leider negativ auf deren Lebensdauer
auswirkt. Besser wäre wohl eine konstante Bestromung mit Leistungsregelung...
Informationen zum Temperaturregler und die STL-Daten für den Einbaurahmen
gibt es auf der XH-W3001 Seite.
Vorläufiges
Fazit: Ohne das Isolieren der Schläuche, des Wärmetauschers, der Pumpe und des
Ausgleichsbehälters würde es die Kühlung wahrscheinlich nicht schaffen, die
Temperatur signifikant abzusenken. Dennoch bin ich überrascht, wie weit das
Kühlwasser heruntergekühlt werden kann. Bei einer Raumtemperatur von 22 °C kommt
man mit etwas Geduld auf 14 °C und darunter. Aber für einen Dauerbetrieb mit
Leistungen über 6 mA im Schneidebetrieb reicht die Kühlung nicht aus. Man muss
bei Kleinserien immer wieder kurze Pausen einlegen, damit sich die Temperatur
wieder absenken kann.
Mehr
Kühlleistung durch stärkere Peltier-Elemente
Wie eingangs
erwähnt, war ich über die geringe Leistung der Elemente gestolpert und dachte
mir, da muss doch noch mehr gehen. Verbaut waren zwei TEC1-12706, die bei 12 V
zusammen einen Startstrom von ca. 10 A ziehen müssten, was sie aber nicht taten.
Mehr Hintergrund hierzu ist auf der
Peltier-Element-Seite zu finden.
Letztlich habe ich nun aus meiner Sammlung zwei Elemente herausgepickt, welche
bei 12 V die besagten 10 A Startstrom ziehen (ohne Spannungs-/Stromregelung) –
und voilà, die Kühlung arbeitet nun deutlich besser.
Endgültiges Fazit:
Für meine gelegentlichen Laserarbeiten ist die Kühlung vollkommen ausreichend.
Aufgrund der immer noch erstaunlich moderaten Wärmeentwicklung des Kühlers sind
hier sicherlich auch mehr als 10 A an Elementleistung und somit mehr
Kühlleistung möglich. Da mein aktuell verbautes Netzteil jedoch nur max. 12,5 A
liefert, belasse ich es dabei.
Übrigens: Theoretisch könnte man mit der
Peltier-Technik sogar eine Klimatisierung realisieren. Kehrt man die Polarität
am Element um, wird der Kühler zum Heizer und könnte im Winter die Temperatur
vor der Benutzung des Lasers sogar auf die von mir gewählte 18 °C anheben. Hm...
schauen wir mal ;-)
An dieser Stelle sei erwähnt, dass es neben weiteren Händler-Derivaten
zwei Hauptversionen des K40 gibt: die klassische Version mit Amperemeter und
Poti, auf die sich das Upgrade ausschließlich bezieht, und die
Upgrade-Version mit Digitalanzeige. Wer die Wahl hat, sollte aus meiner
Sicht auf die klassische Version zurückgreifen, da sich die Digitalanzeige
wie auch der Potentiometer nicht linear zur Laserschnittleistung verhält.
Eine 50%-Einstellung bedeutet also nicht gleich 50% Laserleistung – meine
Maschine erreicht die maximale Schnittleistung bereits bei 45% (12 mA).
Alles, was darüber liegt, bringt keine Erhöhung der Schnittleistung,
belastet aber die Röhre zusätzlich. Da der Upgrade-Version das Amperemeter
fehlt, wird man um eine Nachrüstung nicht umhinkommen, möchte man seine
Maschine bzw. die Laserröhre nicht unnötig belasten.
Der originale Potentiometer der klassischen Version lässt leider nur eine
relativ grobe Einstellung zu, was mir beim Gravieren von sensitiven
Materialien zu ungenau ist. Auch tendiert man dazu, die Laserleistung beim
Schneiden eher höher einzustellen, als man sie tatsächlich benötigt – das
geht zu Lasten der Lebensdauer der CO2-Röhre. Darum habe ich den originalen
Potentiometer gegen einen präziseren ausgetauscht. Die Wahl fiel auf den
10-Gang-Präzisionspotentiometer 3590S-2-10L mit einem Nennwiderstand von 1
kOhm.
Die weiter unten aufgeführten Einstellwerte beziehen sich alle auf einen
1kOhm-10-Gang-Potentiometer. Für Geräte mit digitaler Einstellung ist dieses
Upgrade natürlich nicht möglich, und somit sind die Einstellwerte auch nur
bedingt nutzbar, da die Laserleistung leider nicht linear zum eingestellten
Widerstand ist :-/
Die Luftspülung des Laserkopfes, oft auch Air-Assist genannt, bietet beim
Schneiden gleich mehrere Vorteile. Zum einen wird das Beschlagen der Linse
verhindert, zum anderen werden Schmauchspuren am Werkstück deutlich reduziert.
Außerdem verbessert das Wegblasen des Verbrennungsqualms die Eindringtiefe des
Lasers. Besonders bei Holz macht sich eine Luftspülung deutlich bemerkbar.
Für den originalen Druckkopf gibt es
diverse 3D-Drucke, um eine Luftspülung mittels Ventilator oder Druckluft
anzubauen. Am effektivsten ist jedoch das Einblasen der Luft in den Laserkopf.
Der Überdruck im Kopf, direkt unterhalb der Linse, verhindert deren Beschlagen
durch Verbrennungsqualm optimal und die Luft wird direkt senkrecht in die
Schnittstelle geleitet. Entscheidet man sich für ein Upgrade des Laserkopfes,
ist in aller Regel ein Druckluftanschluss (3) mit an Bord. Hier kann man mittels
Druckminderer seinen Werkstattkompressor anschließen oder, um mit der Kiste
autark zu bleiben, auch einen kleinen Kompressor bzw. eine Luftpumpe einbauen.
Als Schlauch nutze ich aktuell einen 4-mm-Polyurethan-Druckluftschlauch (2).
Am Anfang hatte ich die DAYPOWER LP15-24 (1) zum Spülen benutzt. Beim Einbau
des Low-Budget-Chillers habe ich, dank ausreichend großem Zusatznetzteil, auf
die DAYPOWER LP36-12
aufgerüstet. Diese liefert mit 15 l/min das Zehnfache an Luftvolumen im
Vergleich zur alten Pumpe und kann somit auch als Air-Assist eingesetzt werden.
Die Pumpe wird mittels PWM 1803BK geregelt, um den
Luftstrom regulieren zu können. Viel Luft ist zwar bei Holz dienlich, bei
Plexiglas führt es jedoch beispielsweise zu rauen Schnittkanten. Eine
Linsenspülung mit wenig Luft ist aber in jedem Fall immer sinnvoll.
Bild updaten !!!
Hier mal eine Skala für den Drehknopf des PWM 1803BK in Verwendung mit der
DAYPOWER LP36-12 zum Lasern auf selbstklebende Folie.
Zum Thema Werkstücktisch findet man zahlreiche, zum Teil auch
höhenverstellbare Konstruktionen im Netz. Wenn man hauptsächlich dünne
Werkstücke wie Dichtungen, Sperrholz- und Acrylplatten (< 4 mm) lasert, ist
eine Verstellung eigentlich nicht notwendig. Mit einem festen Tisch, bei dem
der Fokus ca. 1 mm über der Werkstückauflage eingestellt ist, schneidet man
problemlos Plattenmaterial bis 4 mm, ohne schräge Seitenflächen zu
produzieren. Mein einfacher, fester Tisch besteht aus einem
15-mm-Aluwinkelprofil mit 1,2 mm Streckmetall als Auflage. Beides gibt es
recht günstig in fast jedem Baumarkt. Der Rahmen sitzt bei mir auf vier
Aluminiumröhrchen. Auf der einen Seite habe ich einen Neodym-Magneten
befestigt und die andere Seite von unten mit dem Boden verschraubt. Vier
weitere Neodym-Magnete klemmen dann den Rahmen auf die Röhrchen.
Zum Einbau des neuen Tisches muss zunächst der werkseitig verbaute
Werkstück-Klemmhalter entfernt und der Absaugkanal gekürzt werden. Da es
hierzu ausreichend Informationen im Netz gibt, spare ich mir an dieser
Stelle weitere Details.
Um im Bedarfsfall dickere Werkstücke (> 4 mm) gravieren zu können, habe
ich mir aus dem Laborzubehör einen kleinen Hubtisch aus Edelstahl gegönnt.
Bislang kam er jedoch noch nie zum Einsatz – aber lieber man hat ihn und
braucht ihn nicht, als man braucht ihn und hat ihn nicht :-)
Die Spiegelhalter und der Laserkopf sahen bei meinem K40 aus, als hätte man
mit Ausschussteilen noch etwas halbwegs Brauchbares zusammengenagelt. Ich denke
nicht, dass dies auf alle Geräte zutrifft. Für ein paar Euro bekommt man aber
ein komplettes Optik-Set (z. B. Cloudray), das einen deutlich wertigeren
Eindruck macht. Zudem besitzt der Laserkopf einen Anschluss für eine
Luftspülung, was beim originalen nur mit zusätzlicher Bastelarbeit zu
bewerkstelligen ist. Die K40 Upgrade Sets
findet man auf allen bekannten Online-Verkaufsplattformen und besonders günstig
auf den Plattformen des Erzeugerlandes.
Interessant ist, dass die Sets zwar explizit für den K40 angeboten werden,
aber nicht ein einziges Teil ohne Änderungen passt. Mit neuen Löchern und etwas
Feilen passen die Spiegelhalter jedoch recht schnell. Der Laserkopf erfordert
etwas mehr Aufwand, und es empfiehlt sich hier der Einsatz einer Drehmaschine.
Denn der Kopf muss deutlich verkürzt werden, damit er ohne größere Umbauten am
Gerät selbst passt. Dazu habe ich das Zwischenstück so weit gekürzt, bis nur
noch das untere Gewinde stehen blieb. Mit dessen Hilfe habe ich dann den Kopf
und das Unterteil zusammengeschraubt. Damit der Air-Assist-Schlauch nicht vorne
am Kreuzsupport anschlägt, habe ich die Schraubtülle weiter nach oben gesetzt
und das alte Loch mit Kleber verschlossen (Abb. links original, rechts
modifiziert).
Nachtrag 23.09.2023: Mittlerweile findet man auch passende Optik-Sets für den
K40 im Netz, die eins zu eins getauscht werden können und ebenfalls einen
Anschluss für eine Luftspülung/Air-Assist besitzen
Für einen weiteren Umbau habe ich mir eine neue Laserkopfaufnahme
konstruiert, die zusätzlich noch zwei Lasermodule aufnehmen kann. Ein Modul
ist ein Punktlaser, das andere ein Linienlaser. Mit dem Punktlaser lässt
sich die aktuelle Laserposition auf dem Werkstück sichtbar machen. In
Kombination mit einem Linienlaser kann man erkennen, ob der Fokusbereich zur
aktuellen Werkstoffdicke bzw. Tischposition passt. Hierzu muss man einmal
den Fokus einmessen und einstellen. Dann bringt man beide Laser
übereinander, sodass sie sich genau im Fokusbereich überschneiden – also
dass der Punkt genau auf der Linie liegt. So eingestellt erkennt man
schnell, ob der Tisch zum aktuell aufgelegten Werkstück zu hoch oder zu tief
eingestellt ist.
Ist der Aufbau gleich der Abbildung, so wird bei einem zu hoch
eingestellten Fokus (Abstand zu groß – Tisch zu niedrig) der Punkt rechts
von der Linie liegen, bei zu niedrigem Fokus (Abstand zu klein – Tisch zu
hoch) wird der Punkt links von der Linie liegen.
Für den Bau des Halters benötigt man außer den 3D-Druckteilen noch: 5×
Gewindeeinsatz M3×5, 4× Schraube M3×12, 4× U-Scheibe M3, 2× Schraube 2,5×10 und
natürlich zwei Lasermodule (Punkt und Linie) mit einem Durchmesser von 12 mm, z.B. von GALDOEP.
Die 3D-Druckteile können hier als STL, IGS und STEP heruntergeladen werden.
Nach ca. 2
Jahren bemerkte ich einen signifikanten Einbruch der Laserleistung, den ich
zunächst auf eine verschlissene CO2-Röhre schieben wollte. Die Leistung war
jedoch nicht konstant schlecht, sondern mal halbwegs okay und dann im selben
Schnitt an unterschiedlichsten Stellen komplett unterirdisch, sodass selbst 0,5
mm dünnes Dichtungspapier nicht mehr nahtlos durchtrennt wurde. Des Rätsels
Lösung waren lose Spiegel an beiden Spiegelhaltern. Durch die Erschütterungen,
die von den Schrittmotoren verursacht werden, hatte sich der Haltering der
Spiegel gelöst und die Spiegel fingen an zu vibrieren. Um ein erneutes Lösen zu
verhindern, habe ich mir aus Dichtungspapier kleine Ringe gelasert, die ich
zwischen Haltering und Spiegel gepackt habe. Seitdem sitzen die Spiegel fest und
nichts löst sich mehr. Okay, ein Tropfen Schraubensicherung hätte es auch getan,
aber wenn man schon mal einen Lasercutter besitzt... :-)
Bei meinem Laser lag CorelDRAW inklusive des benötigten Dongles bei. Bei dem
Gesamtpreis vermutlich keine Originalversion? Wie auch immer, überzeugt hat mich
die Software ohnehin nicht und die CD samt Dongle sind im Müll gelandet.
Stattdessen werkelt bei mir K40-Whisperer in Kombination mit Inkscape – beides
Freeware. K40-Whisperer arbeitet jedoch nicht mit jedem K40 zusammen, es kommt
auf das verbaute Mainboard an. Unterstützte Boards, Download und Infos zur
Installation gibt es auf der Seite des Autors
Scortchwork. Inkscape ist
hier erhältlich. Vor dem Download sollte man auf der Scorchwork-Seite
nachsehen, welche Inkscape-Version mit K40-Whisperer zusammenarbeitet. Ich
arbeite mit K40-Whisperer V0.30 und Inkscape v0.92.0.
Generell lässt sich
sagen, dass alle K40-Laser, die mit CorelDRAW ausgeliefert wurden, mit
K40-Whisperer kompatibel sind (Lihuiyu-Board).
Was mich an K40-Whisperer überzeugt: Es ist einfach, schlicht und
fokussiert sich auf das Wesentliche. Dadurch ist die Bedienung intuitiv, und
es kommt ohne nerviges Setup oder Abhängigkeiten wie.NET, Java oder
sonstigen Schnickschnack aus. Einfach entpacken, starten und loslegen – und
das selbst auf meinem 20 Jahre alten XP-Laptop, der am Laser hängt... ganz
nach meinem Geschmack und daher wirklich genial!
K40-Whisperer
unterstützt DXF-Dateien (2D), welche von beinahe jedem CAD-System ausgegeben
werden können, und in Kombination mit Inkscape auch SVG-Dateien.
Das Arbeitsprinzip ist simpel und leicht verständlich. Bei einer rein
schwarzen DXF-Zeichnung werden alle Linien gemäß der eingestellten
Geschwindigkeit unter [Vector Cut] abgefahren und bei entsprechend
eingestellter Laserleistung geschnitten. Besitzt das DXF neben Schwarz auch
noch Rot und/oder Blau, so werden die Linienzüge gemäß deren Farbe separat
über die Buttons "Raster Engrave", "Vector Engrave" und "Vector Cut"
abgefahren, wobei "Raster Engrave" die Linien nicht abfährt, sondern
zeilenweise verarbeitet. Somit lässt sich ein Werkstück nacheinander
beschriften und ausschneiden.
Was mir an Inkscape gefällt: Es
arbeitet mit K40-Whisperer zusammen und stellt eine Alternative zum CAD dar
bzw. ermöglicht es, DXF-Zeichnungen einzufärben, wenn dies vom CAD selbst
nicht unterstützt wird. K40-Whisperer erkennt die Farben nur dann, wenn
diese auch eine 100% Farbsättigung besitzen. In Integer-RGB also Rot =
255.0.0, Blau = 0.0.255 und Schwarz = 255.255.255.
SVGs
mit K40Whisperer + Inkscape auf alter Windows-XP-Hardware
K40Whisperer selbst ist sehr genügsam und läuft auf meinem Dell Latitude
D600 (1,5 GHz, 1 GB RAM) auch mit komplexeren DXF-Dateien absolut flott. Bei
SVG-Dateien wird es jedoch ab einer Größe von etwa 10 kB sehr zäh; ab
ungefähr 50 kB geht der Rechner komplett in die Knie und K40Whisperer hängt
sich auf. Der Grund ist, dass Inkscape im Hintergrund gebeten wird, die
Grafik in ihre Vektoren zu zerlegen, und Inkscape ist leider sehr
ressourcenhungrig. Dieser Prozess fordert selbst moderne PCs bei komplexeren
Geometrien ordentlich.
Bei mir dient der betagte Dell D600 mit
Windows XP nur als Laser-Steuerrechner. Die Grafiken erstelle ich auf meinem
Hauptrechner, der deutlich mehr Leistung unter der Haube hat. Um den D600 zu
schonen, lasse ich die Steuercode-Berechnung mit K40Whisperer bereits auf
meinem Hauptrechner laufen und übertrage dann nur noch diesen. Das ist dann
wieder sehr leichte Kost für den D600.
Dazu lädt man die SVG-Datei
und geht anschließend auf "File/Save EGV File" und wählt eine der drei
möglichen Bearbeitungsmethoden "Raster Engrave", "Vector Engrave" oder "Vector
Cut" aus. In der zweiten Hälfte des Menüs können auch Kombinationen
ausgewählt werden. Da aber beim Engraven und Cutten in der Regel andere
Laserleistungen eingestellt werden müssen exportiere ich die Arbeitsschritte
einzeln.
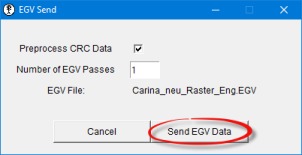
Am XP-Rechner geht man dann auf "File/Send EGV File to Laser", wählt sie
Datei zum gewünschten Arbeitsschritt aus und bestätigt den darauffolgenden
Dialog mit "Send EGV Data".
Für die wichtigsten Werkstoffe habe ich mir kleine Testtäfelchen mit den
jeweiligen Einstellwerten graviert und ausgeschnitten. Diese liegen in meiner
Maschine auf dem Luftabsaugkanal als Referenzen griffbereit.
Die folgende Tabelle enthält Einstellparameter, mit denen ich verschiedene
Materialien lasere. Diese Werte sind nicht für jede Maschine gültig und sollten
anderen eher als grobe Orientierung dienen. Zudem gibt es starke Schwankungen
beim Werkstoff, insbesondere bei Holz. Bei Pappelsperrholz kommt es
beispielsweise nicht nur auf die individuelle Holzstruktur an, sondern auch auf
den verwendeten Kleber und die Pressung. Deshalb müssen von Baumarkt zu Baumarkt
zum Teil recht unterschiedliche Werte eingestellt werden.
Der Poti-Wert
bezieht sich auf den Potentiometer der Laserleistung unter Verwendung eines 10-Gang
Präzisionspotentiometers. Die mA-Werte sind aufgrund der schlechten
Ablesbarkeit auf ganze Zahlen gerundet, darum steht bei Poti 1,5 und 2,0 jeweils
5 mA – das macht an meiner Maschine jedoch den Unterschied zwischen "geht gerade
so" oder "passt".
Hinweis: Ich habe meine originale CO2-Röhre gegen eine
TEN-High (700 mm, 40 W) getauscht. Der Leistungszugewinn ist
derart signifikant, dass meine alten Werte nicht mehr passen. Die Liste wird
sich daher erst wieder langsam füllen und bezieht sich ab sofort auf die
TEN-High-Röhre, mit der ich aktuell sehr zufrieden bin. Ja, sie ist deutlich
teurer, aber auch deutlich besser und ihr Geld wert
Werkstoff
Stärke
Schneiden
Gravieren
Air-Assist Schneiden
Holz
Balsaholz
3,0 mm
noch nicht ermittelt
noch nicht ermittelt
x L/min
Balsaholz
3,5 mm
noch nicht ermittelt
dto.
x L/min
Balsaholz
4,0 mm
noch nicht ermittelt
dto.
x L/min
Pappelsperrholz1
3,0 mm
noch nicht ermittelt
noch nicht ermittelt
x L/min
Pappelsperrholz4
3,5 mm
Poti. 3,5 - 7 mA - 14 mm/s
Poti. 2,0 - 5,5 mA - 300 mm/s
9 L/min
Pappelsperrholz2
4,0 mm
noch nicht ermittelt
dto.
x L/min
Möbelrückwand3
3,0 mm
noch nicht ermittelt
noch nicht ermittelt
x L/min
Abachi
3,0 mm
noch nicht ermittelt
noch nicht ermittelt
x L/min
Kiefer
3,0 mm
noch nicht ermittelt
noch nicht ermittelt
x L/min
Dichtungspapier
Universal (hell)
0,5 mm
noch nicht ermittelt
-
x L/min
Elring Abil N
0,25 mm
Poti. 2,0 - 5,5 mA - 28 mm/s
-
10 L/min
Elring Abil N
0,5 mm
noch nicht ermittelt
-
x L/min
Elring Abil N
0,75 mm
Poti. 3,0 - 6 mA - 25 mm/s
-
10 L/min
Gummikork
2,0 mm
noch nicht ermittelt
-
x L/min
Kunsstoffglas
Plexiglas (PMMA)4
3,0 mm
Poti. 4,0 - 10 mA - 10 mm/s
Poti. 1,6 - 5 mA - 300 mm/s
5 L/min
Hobbyglas GuttaGlis2
2,0 mm
Poti. 2,0 - 5,5 mA - 16 mm/s (3x)
Poti. 1,7 - 5 mA - 300 mm/s
5 L/min
Sonstiges
LaserFoliePlus5
0,2 mm
Poti. 1,5 - 5 mA - 22 mm/s
Poti. 1,4 - 4,5 mA - 300 mm/s
15 L/min
Creatorally ABS 1,3
1,3 mm
Poti. 4,0 - 10 mA - 30 mm/s (4x)
Poti. 1,5 - 5 mA - 300 mm/s
15 L/min
Gravurtafel Alu/sw
1,35 mm
Poti. 3,5 - 7 mA - 22 mm/s
Poti. 1,5 - 5 mA - 300 mm/s
15 L/min
technischer Wollfilz6
4,0 mm
Poti. 3,5 - 7 mA - 15 mm/s
-
10 L/min
"
8,0 mm
Poti. 4,0 - 10 mA - 14 mm/s (2x)
-
10 L/min
1) Toom Baumarkt 2) Hornbach 3) Möbelrückwand Natur von Toom, die 4
mm Variante von Hornbach lässt sich nicht schneiden 4) Amerikanisches Online-Auktionshaus 5) LaserFoliePlus
Aluminium Optik - Duallayer für Alu/schwarz - sehr empfehlenswert - gekauft bei
Encuma 6) Stinkt wie sau
und Schnittkanten werden stark angekokelt, lässt sich aber z.B. mit einer
Schrubbfeile etwas reinigen (Kokel abkratzen).
Acrylglas
Bei der Auswahl von Acrylglas zum Lasercutten muss man
genau aufpassen. Zum einen sollte man darauf achten, dass man wirklich
Acrylglas, also Polymethylmethacrylat (PMMA), und nicht versehentlich
Polystyrolglas kauft. Letzteres lässt sich schlecht bis gar nicht lasern. Leider
werden beide Varianten umgangssprachlich gerne als Plexiglas bezeichnet, wobei
Plexiglas ein Markenname der Firma Röhm GmbH ist und tatsächlich ein Acrylglas
ist. Aber selbst bei Acrylglas muss man zwischen den Untervarianten XT und GS
unterscheiden. GS steht für gegossenes Acrylglas und ist das, was man für die
Laserbearbeitung haben möchte. XT ist extrudiertes Acrylglas und für das Lasern
nicht so gut geeignet. Beim Lasern, egal welchen Typs, immer mit Absaugung
arbeiten – die Dämpfe sind gesundheitsschädlich!
Wer lange Zeit an seinem Laser Freude haben möchte, sollte diesen nicht im
Grenzbereich betreiben. Das gilt sowohl für die Mechanik als auch für den Laser
selbst. Auch wenn die Werte von Maschine zu Maschine aufgrund von
Fertigungstoleranzen abweichen können, habe ich an meinem Gerät folgende
Grenzwerte ermittelt:
Laserleistung:
Je höher die
eingestellte Leistung, desto schneller schreitet die Alterung der CO2-Laserröhre
voran. Allgemein wird die Lebenserwartung von CO2-Röhren mit 1500–2000 Stunden
angegeben. Diese Zeiten werden jedoch unter Laborbedingungen ermittelt, also zum
Beispiel bei 80 % Leistung, im kontinuierlichen Betrieb und bei konstanter
Temperatur im Idealbereich. Tatsächlich wird die Lebensdauer der K40-Röhre im
Alltagsbetrieb vermutlich geringer ausfallen. Zum einen wird die Laserröhre
nicht unter Laborbedingungen betrieben, zum anderen handelt es sich hier um ein
Low-Budget-China-Produkt. Beim Schneiden sollte man daher nur so viel Leistung
abrufen, wie tatsächlich benötigt wird, um durch das Material zu kommen. Mein
Laser hat seine maximale Schneidleistung bei etwas unter 12 mA, alles darüber
scheint ohnehin überflüssig zu sein und belastet nur unnötig die CO2-Röhre. Ich
habe auch den Verdacht, dass meine Röhre nicht optimal ist, und werde bei
Gelegenheit auf die
TEN-High-40W-700 mm-Röhre aufrüsten. Diese soll gegenüber der originalen
Röhre eine spürbar bessere Schnittleistung haben. 12 mA ist für
mich aktuell die oberste Grenze – und das auch nur, wenn es das
Material erfordert. Temperatur/Kühlung:
Ich versuche die
Kühlmitteltemperatur möglichst nicht über 25 °C ansteigen zu lassen, was im
Sommer recht schwierig zu bewerkstelligen ist. Siehe
Kühlmitteltemperaturanzeige und Low-Budget
Chiller. Geschwindigkeit:
Beim Rastergravieren
von Motiven strebe ich eine Geschwindigkeit zwischen 250 - 300 mm/s
an.
Über 350 mm/s kommt es bei meiner Maschine zu Schrittverlust bei den
Steppern und somit
zu verzerrten Motiven. Wie im Netz zu finden ist gehen manche bis 500 mm/s ??? Eventuell müsste ich hier auf
Stepper mit höherer Haltekraft updaten? Beim Vektorgravieren fahre ich
max. 50 mm/s. Bei großen
Motiven mit weichem Übergang, also ausreichend große Radien auch mal etwas darüber. Bei engen kantigen
Motiven mit viel Richtungswechsel, wie z.B. kleine Schrift fahre ich
nicht mehr
als 35
mm/s. Beim Schneiden liegt man, wenn es sich nicht gerade um Papier dreht,
in der Regel ohnehin unterhalb der kritischen Grenze von 50 bzw. 35 mm/s
um durch Material zu kommen.
Die Option Drucken funktioniert erst ab Netscape V4.0 bzw. I-Explorer 5.0 !/h6>
[erstellt 04.03.2020 - letzte Aktualisierung: 23.09.2023]

 China
Lasercutter - K40
China
Lasercutter - K40
 Inhalt
Inhalt
























{kind=link}
{kind=link}